
Применение установки электронно-лучевой сварки
Компания FuG Elektronik GmbH (FUG) производит установки для электронно-лучевой сварки, применяемой для прецизионной сварки в вакууме узлов приборов из конструкционных сталей, меди и их сплавов, для термообработки, электронно-ионной модификации поверхностей.
В случае электронно-лучевой сварки необходимо создать луч с высокой плотностью энергии. Соответственно, как анодное напряжение, так и мощность, обеспечиваемая источником питания, должны быть высокими. Типичные значения мощности 10 - 50 кВт при напряжениях от 100 до 200 кВ.
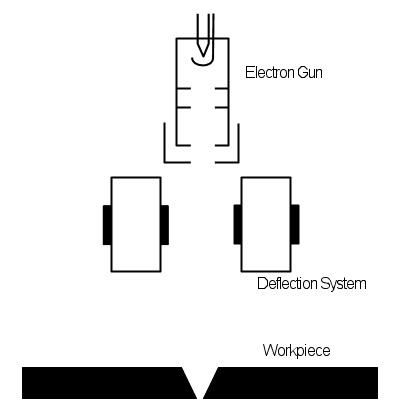
Для фокусирования и поворота электронного луча должны применяться дополнительные источники напряжения. Электронный пучок ударяет свариваемый материал в вакуумной камере, вызывая его разогрев и плавление. Данный метод позволяет соединять материалы, которые не могут быть соединены другим способом.
Сварка электронным лучом имеет значительные преимущества:
- Отсутствие насыщения расплавленного и нагретого металла газами. Наоборот, в целом ряде случаев наблюдается дегазация металла шва и повышение его пластических свойств. В результате достигается высокое качество сварных соединений на химически активных металлах и сплавах, таких как ниобий, цирконий, титан, молибден и др. Хорошее качество электронно-лучевой сварки достигается также на низкоуглеродистых, коррозионно-стойких сталях, меди и медных, никелевых, алюминиевых сплавах.
- Малое количество вводимой теплоты. Как правило, для получения равной глубины проплавления при электронно-лучевой сварке требуется вводить теплоты в 4 ... 5 раз меньше, чем при дуговой. В результате рез ко снижаются коробления изделия.
- Высокая концентрация ввода теплоты в изделие, которая выделяется не только на поверхности изделия, но и на некоторой глубине в объеме основного металла. Фокусировкой электронного луча можно получить пятно нагрева диаметром 0,0002 ... 5 мм, что позволяет за один проход сваривать металлы толщиной от десятых долей миллиметра до 200 мм. В результате можно получить швы, в которых соотношение глубины провара к ширине до 20:1 и более. Появляется возможность сварки тугоплавких металлов (вольфрама, тантала и др.), керамики и т.д. Уменьшение протяженности зоны термического влияния снижает вероятность рекристаллизации основного металла в этой зоне.
Принцип:
Пример:
HCV 30550M - 150000: Высоковольтный источник питания для электроннолучевой сварки
высокое напряжение: 150кВ, 200мА
венельт: 2,5кВ, ±15мА
нагреватель: 12В, 0 – 40А

Установка для электроннолучевой сварки в камере большого объема производства фирмы Штайгервальд, Майзах (Германия)
